The Commission resumed its AO-2015-003 inquiry to reconsider information it had received about the causes and circumstances of an aviation incident near Waikaia Southland in January 2015. While spraying gorse, the pilot of a Robinson R44 helicopter felt an unusual and significant vibration, landed immediately, and found a crack in a main rotor blade. The Commission’s final amended report includes findings that match the original, plus technical clarifications and expert metallurgical examination of the main rotor blades. This document supersedes an earlier Final Report published in January 2018.
Executive summary Tuhinga whakarāpopoto


- On 23 January 2015 a Robinson R44 helicopter was being used to spray gorse near Waikaia. The pilot was making repeated spray runs and turning the helicopter through 180 degrees at the end of each run to position the helicopter for the next spray run.
- The helicopter had just completed a turn when the pilot felt an unusual and significant vibration. The pilot landed the helicopter immediately and discovered a large crack in one of the main rotor blades.
- The Transport Accident Investigation Commission (Commission) found that the point of origin of the crack in the main rotor blade had features consistent with metal fatigue, and that the crack was not the result of any manufacturing defects in the materials or in the construction of the blade.
- The Commission also found that the helicopter had been operated primarily for agricultural flying, with the engine power likely to have exceeded the allowable limit at times. The types of turn used by the operator during spraying operations, especially when the helicopter was close to the maximum permitted all-up weight, likely subjected the main rotor blades to additional stresses not envisaged by the manufacturer.
- The helicopter was not designed specifically for agricultural flying. The manufacturer had therefore not been required to consider the increased loads and cycles of agricultural flying when calculating the service life of the rotor blades.
- A safety issue identified during the inquiry was that aircraft design organisations did not have to consider whether proposed major modifications to an aircraft would significantly alter the use of the aircraft or adversely affect the service life of any component.
- The Commission recommended that the Director of Civil Aviation:
- consult the original equipment manufacturer when considering a modification or supplemental type certificate that, if approved, could result in any aircraft being used in a way that was significantly different from that which the manufacturer originally modelled and used as the basis for determining component fatigue life and the aircraft maintenance programme.
- The key lessons identified during the inquiry into this occurrence were:
- metal fatigue occurs continuously in dynamic components. A fatigue crack can lengthen rapidly and the component lose its structural strength. If an unusual or severe vibration develops in flight, the pilot should land immediately and have the helicopter inspected before further flight
- the key to minimising stress in dynamic components is to fly conservatively, especially when operating close to the published weight, speed and power limits. The Commission has noted in previous inquiry reports that operating an aircraft outside the published limitations significantly erodes the safety margins factored into the service lives of components and can quickly lead to an early catastrophic failure
- operators and maintainers of aircraft that are subjected to cycles or flight profiles that are significantly different from those envisaged by the manufacturers when the aircraft were certificated should consider implementing shorter intervals for component inspections and earlier component replacement times.
Factual information Pārongo pono
Narrative
-
On 23 January 2015 the pilot was to spray gorse on a block of land near the operator’s base at Waikaia. The pilot conducted a pre-flight inspection of the helicopter, including the rotor blades, before the start of the day’s flying. No irregularities were noted during this inspection. The pilot completed about three hours of flying that morning without incident.
- At about midday, after a downhill spraying run with a light load, the pilot made a turn at about 30 knots airspeed. When pulling out of the turn at an airspeed of 10-15 knots, the pilot felt an unusual and severe vibration, but had no difficulty in maintaining control.
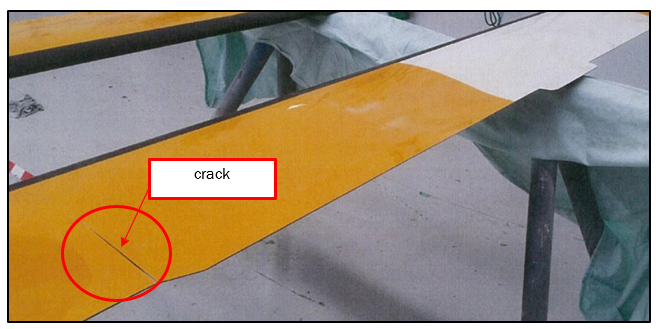
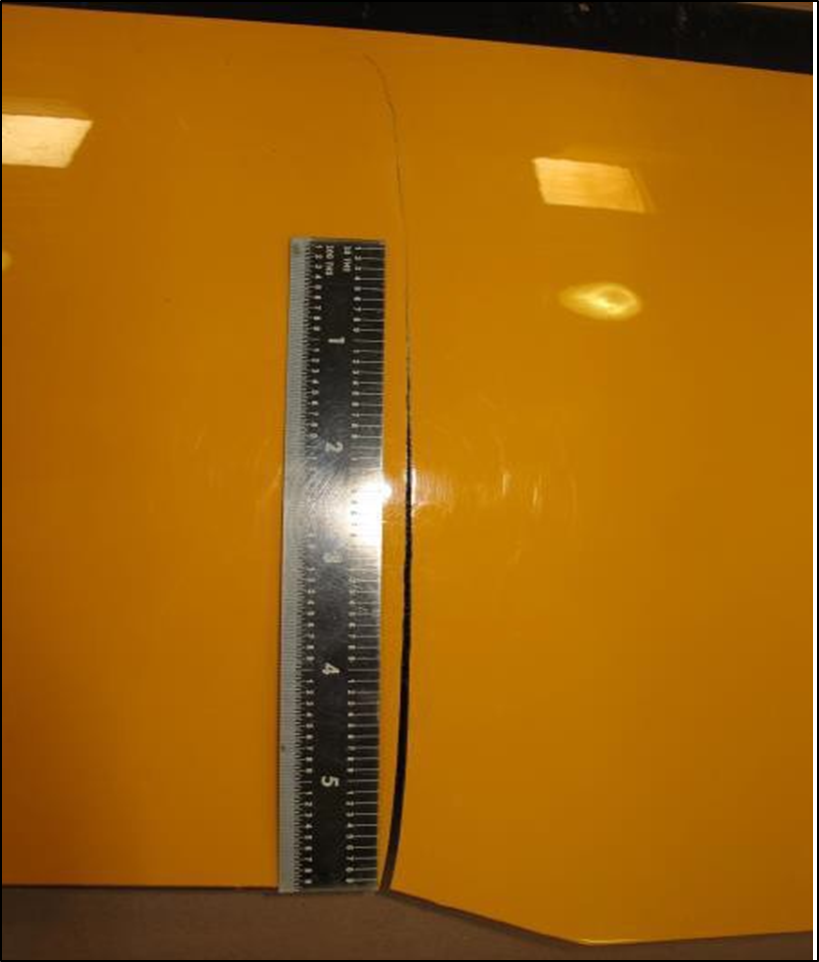
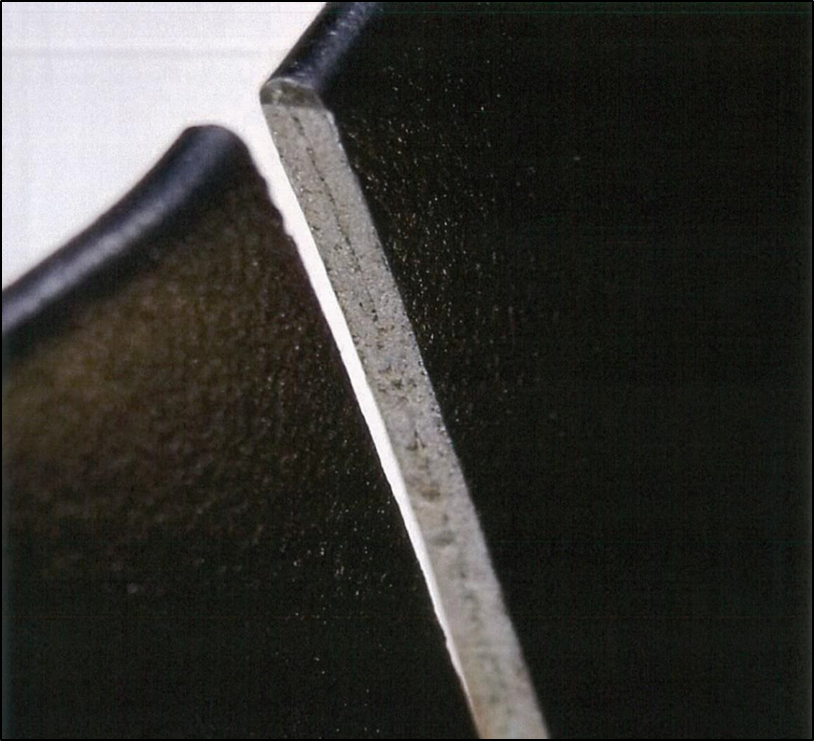
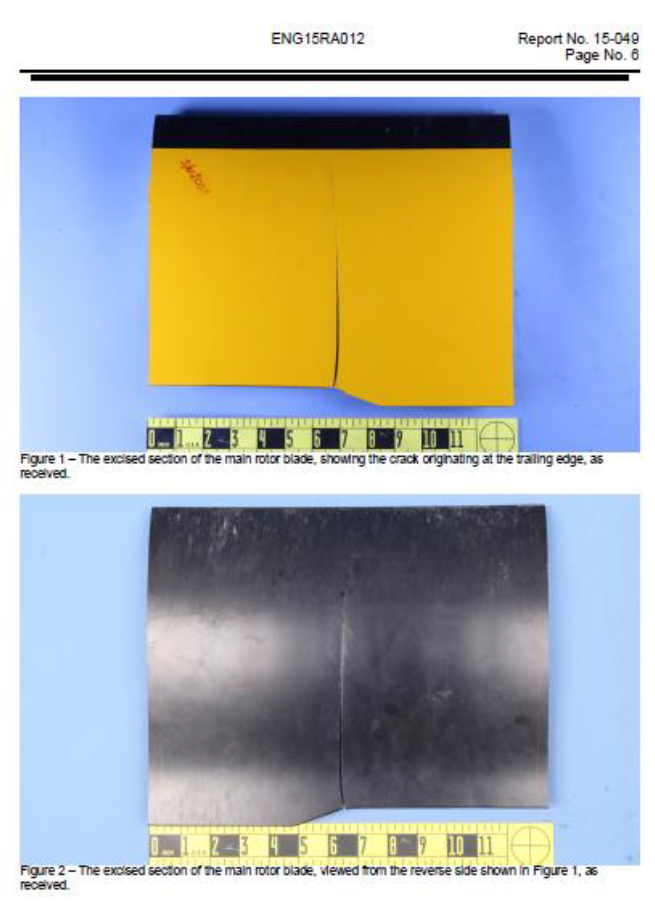
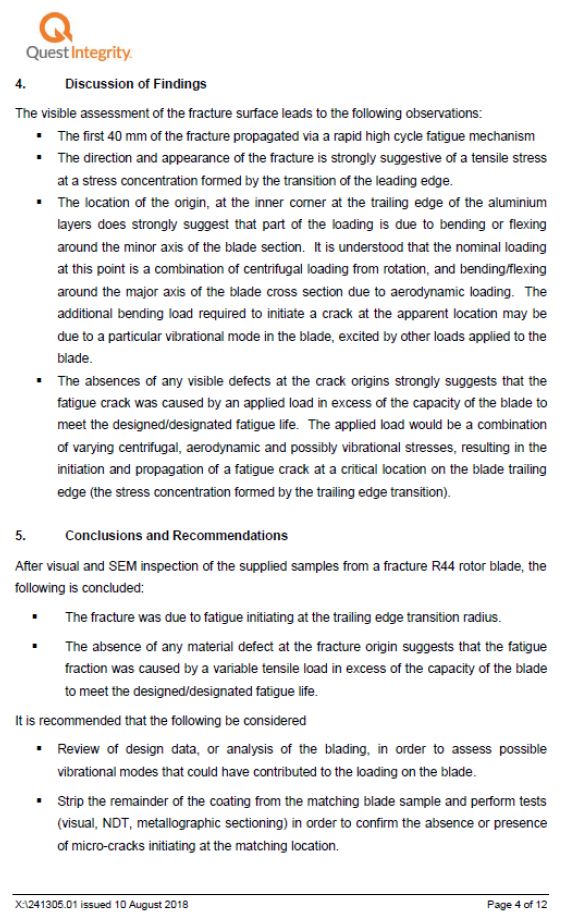
- The vibration began when the helicopter was about 200 metres from the landing site, so the pilot elected to land there. After landing, ground staff noticed an abnormal movement of one of the main rotor blades, so the pilot shut down the helicopter immediately. The helicopter was inspected and a large crack noticed on the lower surface of one of the main rotor blades, extending from the trailing edge to just behind the ‘D spar’ leading edge (see Figures 1 and 2).
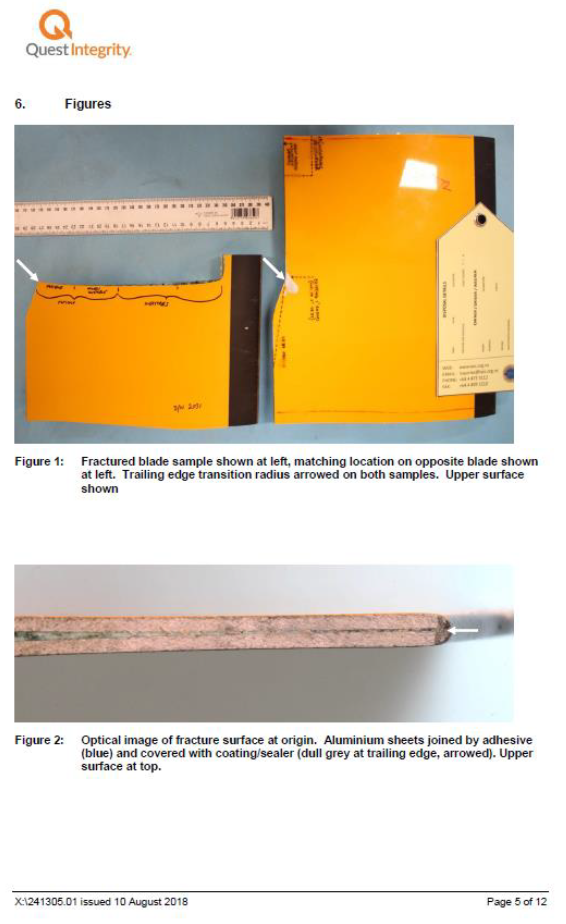
- The helicopter was taken out of service and both main rotor blades were removed. The blades were shipped to the Robinson factory in the United States for detailed inspection. Here it was noted that the crack appeared to have started in a radius in the trailing edge where the chord length of the blade increased, known as the ‘chord transition’ (see Figures 2 and 3).
- A section of the blade (part number C016-7, serial number 2031) that contained the crack was removed and sent to the NTSB laboratory, along with a similar section from the opposite blade. A detailed laboratory examination was carried out and a report was provided to the Commission (see Appendix 1).
- No material defects were found in the area of the fracture initiation in the aluminium skin, nor were there any relevant gaps or failures in the associated epoxy adhesive. The chemical compositions and characteristics of the cracked blade materials matched the design specifications.
- The section from the opposite blade was visually examined. No indications of cracking or damage were found. The chord transition inboard radius was measured and it conformed with design specifications.
- For comparison, the Defence Technology Agency of the New Zealand Defence Force (the Royal New Zealand Air Force had expertise in the non-destructive inspection of helicopter main rotor blades) checked two C016-7 main rotor blades that had been used exclusively on agricultural operations and had reached their service lives of 2,200 hours. The blades were subjected to eddy current (the use of electromagnetic induction to detect and characterise surface and sub-surface flaws in conductive materials) and X-ray inspections in the chord transition area. No cracks were found, although indications of minor corrosion were discovered at the trailing edge of one blade.
Personnel information
- The pilot of the incident helicopter had been employed initially as ground crew for the operator, and had been flying for the operator since September 2012. The pilot had been issued with a commercial pilot’s licence (helicopter) in August 2010, and had logged a total of 1,630 flight hours, of which 1,173 hours had been on the R44. The pilot’s most recent line check had been conducted in December 2013, and the most recent flight crew competency check had been made in February 2014. The pilot held a current Class 1 medical certificate.
Aircraft information
- ZK-HPC was a Robinson R44 Raven II four-seat helicopter, with a maximum all-up weight (the limiting weight specified by the manufacturer and not to be exceeded) of 1,134 kilograms. It had been issued with an airworthiness certificate in the Standard Category, but had to be operated in the Restricted Category when the agricultural spray system (the spray system had been designed by an approved New Zealand aircraft design organisation) was installed. In effect, the category change required operations to be conducted under Civil Aviation Rules (CAR) Part 137, Agricultural Aircraft Operations.
- The helicopter was primarily used in an agricultural role for spraying liquids. The spray system comprised: two spray booms; two tanks (one either side of the fuselage); and a pump powered by a small petrol engine. The total capacity of the helicopter spray tanks was approximately 500 litres (the tank was designed to be much larger than the actual volume of liquid that could legally be carried, to allow for ‘foaming’ of the liquid to be contained inside the tank), but helicopter performance and weight limitations meant that less than half of this capacity could be carried. Each spray tank had a contents sight gauge marked in litres.
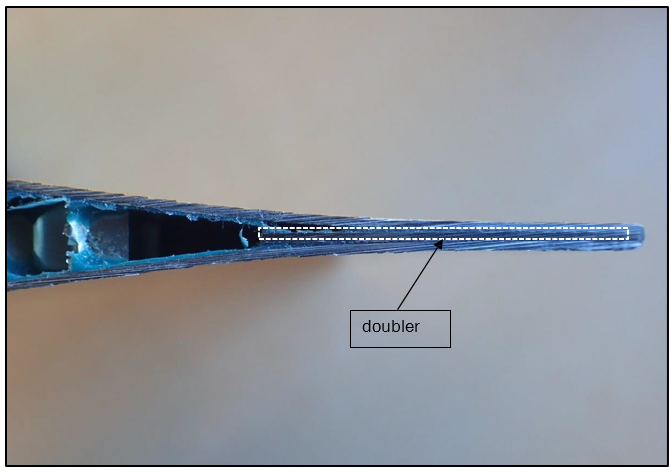
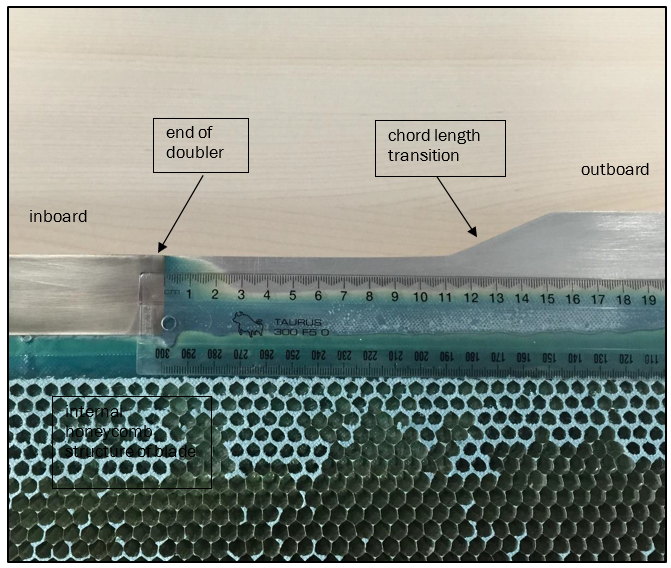
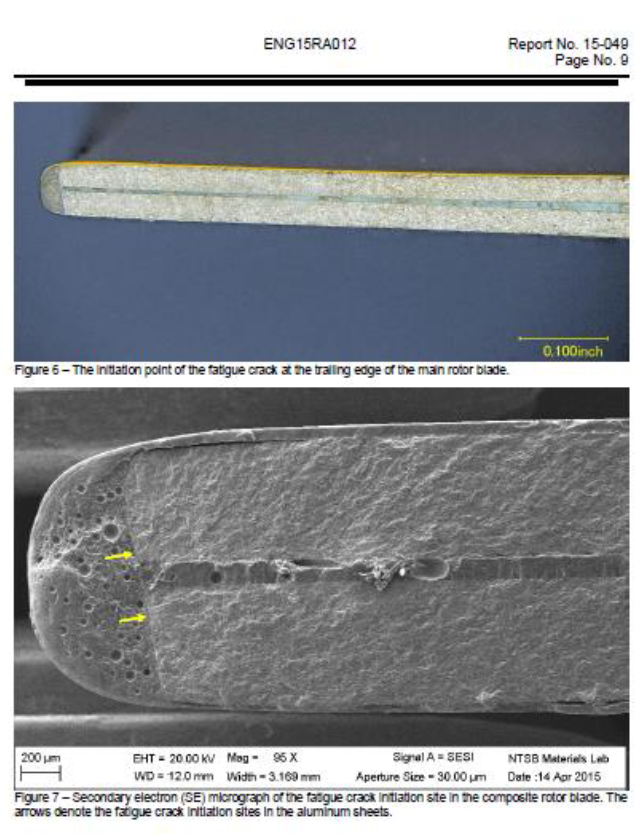
- The main rotor blades were part number C016-7 ‘Revision AD’ blades with aluminium top and bottom skins and an internal aluminium ‘honeycomb’ bonded to a load-bearing stainless-steel ‘D spar’. Each blade’s trailing edge was formed by bonding the upper and lower skins with structural epoxy adhesive. A stainless-steel doubler was bonded between the upper and lower skins at the trailing edge (see Figures 4 and 5). The doubler terminated at about two-thirds of the length of the trailing edge from the blade root. A fillet of flexible epoxy sealant along the rear edge of the bond line provided protection from corrosion.
- The main rotor blades had been imported into New Zealand in July 2012 and installed on the helicopter in March 2013 after having accrued 15.5 flight hours on another helicopter. They had accrued a further 831.5 flight hours in the 22 months in which they were fitted to the incident helicopter. The operator had experienced no prior defects or damage with this blade set.
R44 main rotor blade design history
- The R44 was originally produced with part number C016-2 main rotor blades with stainless-steel skins. The blade planform (the shape of an object as seen from above) for the later model R44 Raven II was changed to increase the chord length of the outer section of the blades. The increased blade area produced more lift and allowed operations at heavier gross weights. All R44 blades incorporated stainless-steel trailing-edge doublers that terminated inboard of the chord transition (see Figure 5).
- On 3 January 2008, prompted by reports of de-bonding on blades with stainless-steel skins, the FAA issued airworthiness directive (a written directive issued by a national airworthiness authority to correct an unsafe condition. Compliance with these airworthiness instructions is mandatory) (AD) AD 2007-26-12. This AD required a one-time visual inspection for skin separation on the lower surface of each blade.
- On 2 June 2011 the AD was superseded by AD 2011-12-10, which required pilots to check the blade skin-to-spar joint area for any bare metal before the first flight of each day. Additionally, within 10 hours’ time in service, and thereafter at 100-hour intervals or at each annual inspection, or if any bare metal were found during the pilot check, blades were to be inspected for corrosion, separation, gaps or dents by following certain procedures in Robinson’s service bulletins (SBs) (a written service instruction issued by the manufacturer. Compliance is mandatory in New Zealand if the issuing authority requires it, or if the service bulletin is included in operator certification requirements).
C016-7 aluminium-skinned blades
- In 2007 Robinson developed a new C016-7 main rotor blade to resolve the skin separation and erosion issues with the R44 main rotor blades. The primary design change was the replacement of the stainless-steel skins with aluminium skins.
- On 9 January 2015 FAA AD 2014-23-16 mandated the replacement within five years of all stainless-steel blades in service with the new aluminium blades. The embodiment of this AD removed the inspection requirements of AD 2011-12-10. Robinson exchanged part-life stainless-steel blades for discounted new C016-7 blades.
Actions after the incident
- On 31 January 2015 the CAA issued Continuing Airworthiness Notice (a written communication published by the CAA, containing important airworthiness-related information) 62-003, which contained details of this incident and photographs of the failed blade. The notice alerted operators to any unusual vibration, and recommended that blades be checked for defects at every pre-flight inspection.
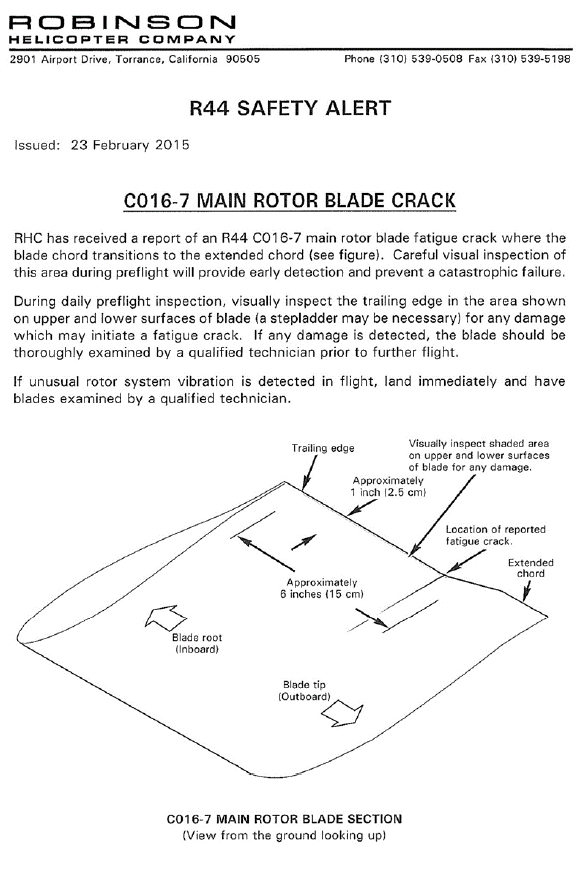
- On 23 February 2015 Robinson issued a safety alert (a written communication of important safety information issued by the manufacturer) (see Appendix 3), which detailed the location of the incident blade’s crack and recommended close visual inspections of the trailing edges of blades during daily pre-flight inspections. In addition, the FAA issued Special Airworthiness Information Bulletin SW-15-08, which reiterated the content of the safety alert.
- The CAA subsequently issued AD DCA/R44/32, which mandated the inspection requirements of the Robinson safety alert and required an additional visual inspection before each flight.
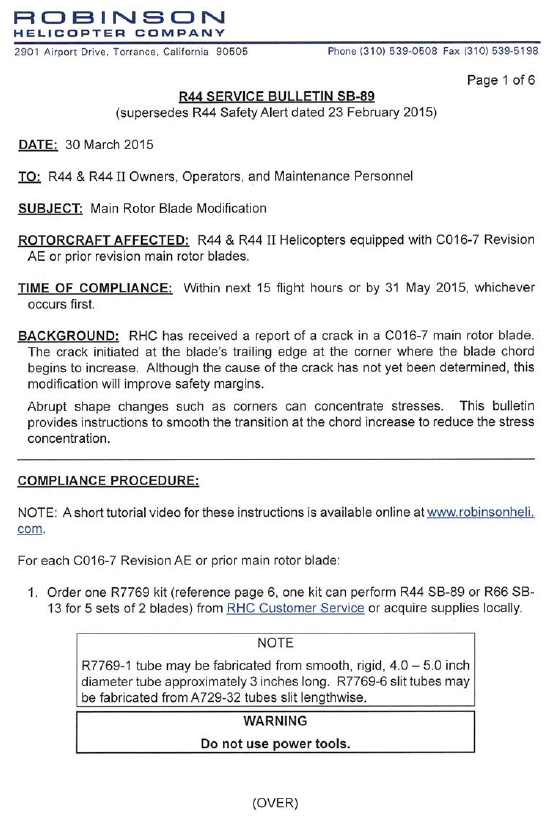
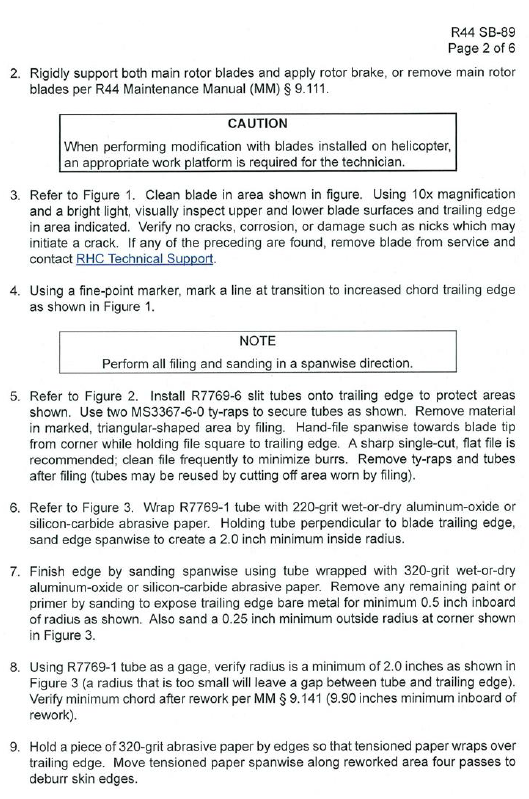
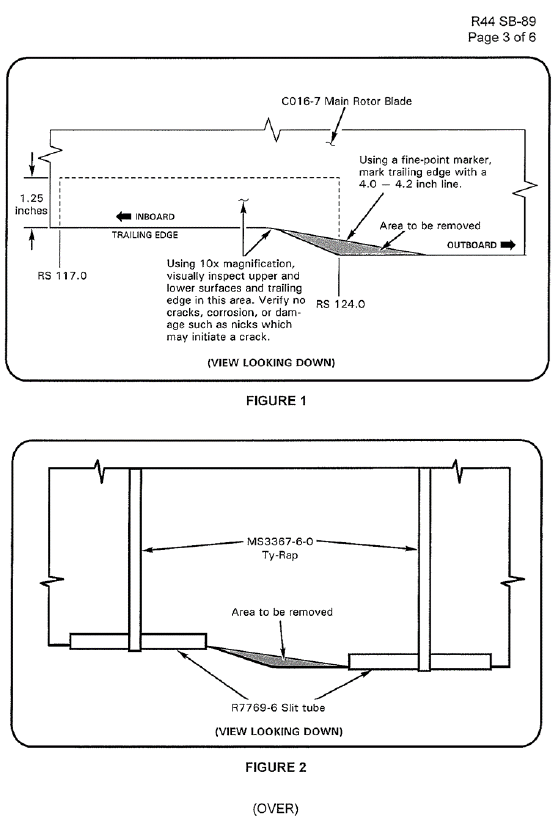
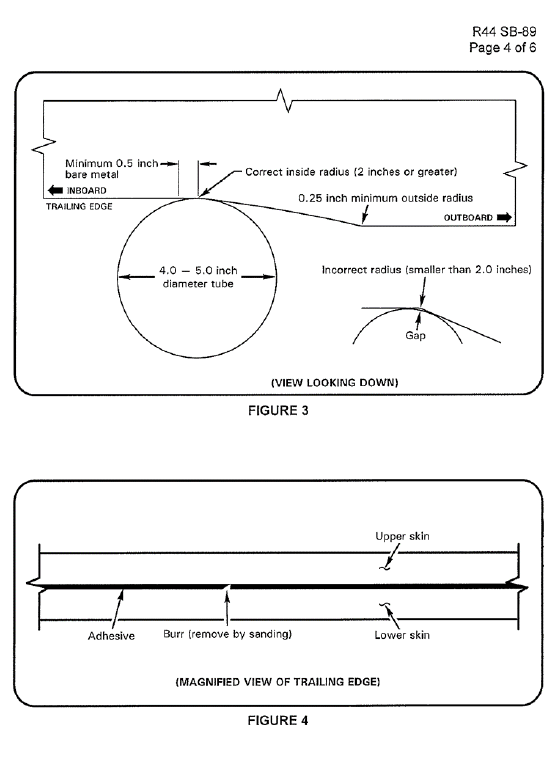
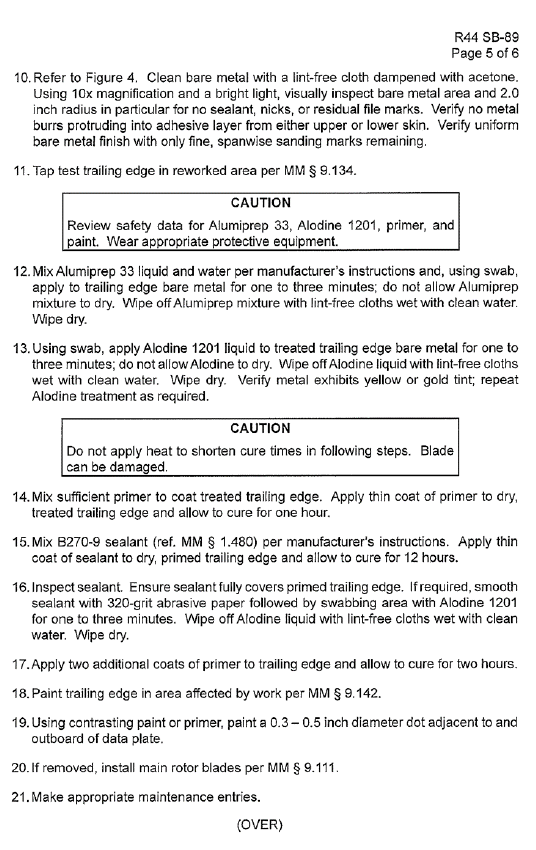
- On 30 March 2015 the safety alert was superseded by Robinson SB-89, which required C016-7 blades to be modified by increasing the radius of the inboard chord length transition (see Appendix 4). On 31 March 2015 the FAA issued ‘Revision 1’ of Special Airworthiness Information Bulletin SW-15-08, which included the content of SB-89.
- In New Zealand, the CAA issued DCA/R44/32C, effective on 24 September 2015. This revision prescribed the modification actions outlined in SB-89, and specified that the modification was to be completed by 19 March 2016. The visual inspection requirements were also clarified in this revision to the AD.
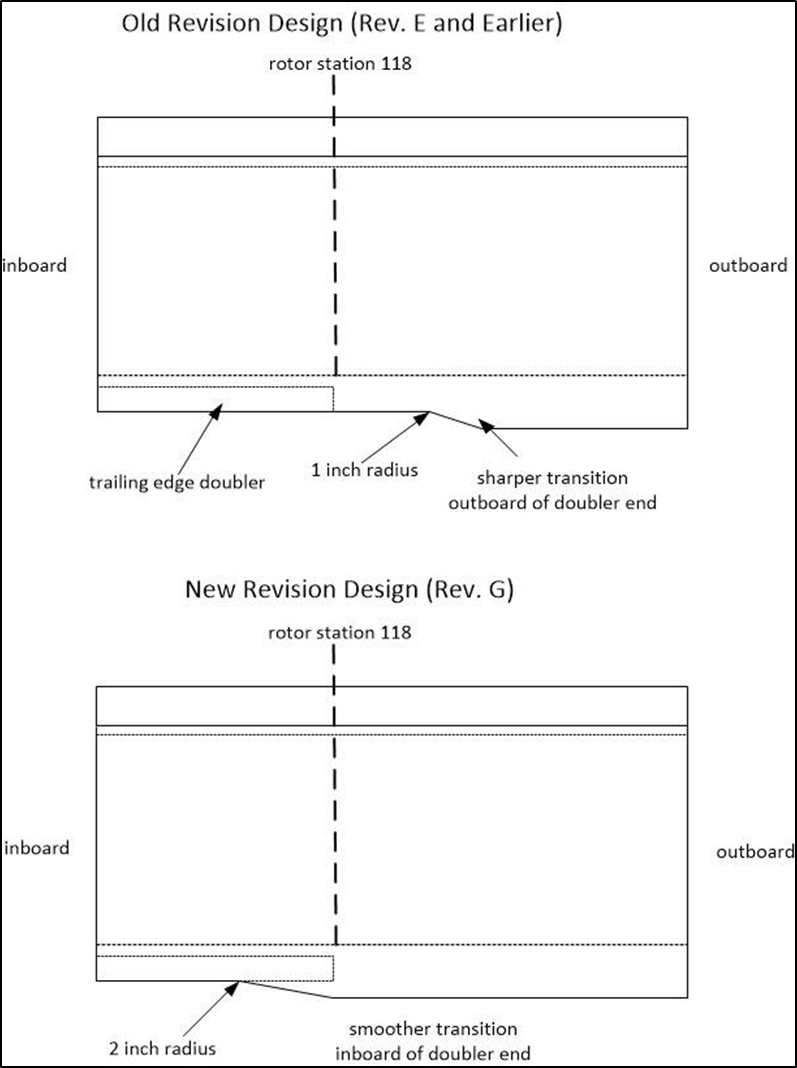
- Robinson changed the C016-7 production design to ‘Revision AF’ (25 March 2015), which included the re-profiled trailing edge at the chord length transition, similar to that achieved by SB-89. ‘Revision AG’ (31 March 2015) shifted the chord transition inboard by approximately six inches (“) (15.2 centimetres), to overlap the trailing edge doubler (see Figure 6). The reasons for and effects of these changes are discussed in section 4.5.
-
On 27 May 2016 the FAA issued a Notice of Proposed Rulemaking (NPRM-81 FR 33609, May-27-2016) for a new AD that included a one-time inspection of Robinson R44 (and R66) main rotor blades. The NPRM stated, in part, that:
This proposed AD would require a one-time visual inspection of the main rotor blade (MRB) and either removing or altering it. This proposed AD is prompted by a report that a fatigue crack was found at an MRB’s trailing edge and a determination that some MRBs may have reduced blade thickness due to blending out corrosion. The proposed actions are intended to prevent an MRB fatigue crack, which could lead to MRB failure and subsequent loss of helicopter control.
- According to the FAA, it did not initially consider the New Zealand incident an airworthiness concern that warranted an AD. Following reports of corrosion that had remained undetected between scheduled inspections, and further reports that blending had been carried out in the area of the chord transition radius to remove the corrosion, the FAA re-evaluated the situation. It determined that the presence of corrosion or blending of the trailing edge could reduce the safety margins below an acceptable level.
- The NPRM proposed that the modification required by SB-89 would correct this unsafe condition and help to prevent fatigue cracks. The proposed AD would be carried out within 100 hours’ time in service or at the next annual inspection, whichever came first. The NPRM was subsequently accepted, and AD 2016-26-04 became effective on 8 February 2017.
Tests and research
- Three independent metallurgical inspections and examinations were carried out in support of this inquiry. They are described in section 4.2 with further detail in Appendices 1 and 2.
- After the incident Robinson fitted an R44 helicopter with test equipment to measure the stresses on the chord transition radius of the main rotor blades in normal flight, and during simulated agricultural spraying operations. Turns of low to moderate severity were performed, as well as ‘cyclic procedure turns’. These turns were conducted at high all-up weights but without spray equipment installed. The results of these flights are discussed in section 4.3.
- The CAA reviewed statistical data pertaining to R44 agricultural helicopter operations in New Zealand for the years 2014 and 2015 to determine the average loads and cycles per hour for R44 helicopters used for spraying. The data was sourced from statistical information required to be reported by all aircraft operators in New Zealand, and from the quarterly operational statistics (quarterly operational statistics are required to be submitted by CAR Part 137 Agricultural Aircraft Operations operators, and the data includes the amount of products applied and the area covered. It is not normally checked for accuracy) submitted by agricultural operators. The data included total weights and volumes of products applied, load cycles and breakdowns of flight hours.
Organisational and management information
- The company had operated Robinson helicopters since 2006 and had owned the incident helicopter for three years prior to the incident. The helicopter had been operated for between 600 and 700 flight hours a year, with most of that time on spraying operations. The helicopter had also been used for training, stock mustering and solid fertiliser application. The pilot and the chief pilot had flown the helicopter on a regular basis.
- The two pilots stated that for agricultural operations the helicopter was usually configured for the maximum all-up weight at take-off, and carried sufficient fuel for 40 minutes of flight. The maximum payload that could be carried, depending on the weight of the pilot and the specific gravity of the product, was about 250 litres. The volume of liquid (water mixed with the product) put into the spray tanks was controlled through a flowmeter on the filler hose. At each turnaround the loader would check that the tanks were empty before refilling them with the maximum payload permissible, based on the operating weight of the helicopter and the specific gravity of the liquid.
- Both pilots described different methods of turning the helicopter by 180 degrees at the end of each spray run, depending on the weight of the helicopter and the helicopter speed during the spray run. The weight of the helicopter progressively reduced as the agricultural product was dispersed on each spray run. The speed of the helicopter could vary depending on the concentration of the product being applied.
- Wider turns were made when the helicopter was heavy and/or it was flying at high speeds. When the helicopter was lighter the pilots referred to sometimes using a technique to reverse the direction of the helicopter more quickly in preparation for the next spray run. They referred to these as ‘advanced turns’, where the helicopter was pulled up until reaching near to or zero airspeed, then the torque from the main rotors and/or tail rotor thrust was used to pivot the helicopter around the main rotor mast until it was aligned with the next spray run.
- The operator estimated that on average the helicopter accrued 10-12 take-offs (normally a flight cycle includes a shut-down of the engine, but during spraying the engine is left running between loads) per hour, and sometimes up to 25 per hour, during spraying operations. The pilots stated that they usually used ‘maximum allowable’ engine power during take-offs and between 23 inches of mercury (Hg) (the pressure in the engine intake manifold, measured in inches of mercury (Hg), is a measure of the power setting of the engine. The pressure is regulated by the throttle setting. The absolute maximum take-off power is marked on the manifold pressure gauge by a single red, radial line) and 24″ Hg for the spray runs.
Additional information
Safety information
- The manufacturer and national airworthiness authorities had issued a number of safety notices, gazette articles and airworthiness bulletins to highlight the dangers of overloading and overstressing helicopter dynamic components, particularly during agricultural flying.
- In December 2001 Robinson had issued Safety Notice SN-37 – Exceeding Approved Limitations Can Be Fatal (see Appendix 5). The safety notice explained, in general terms, fatigue failures in helicopter components and the likely causes. A copy of this safety notice is included in the pilot’s operating handbook carried in each helicopter.
- The March/April 2005 issue of Vector magazine (vector magazine is published by the CAA every two months and contains safety notices, articles and news for the aviation industry) included an article entitled ‘Ag Work and the R22’. The article discussed the implications of using the Robinson R22 for agricultural operations in respect of loading limits and main rotor blade fatigue. The similarities between the R22 and the larger R44, including the main rotor designs, meant that this article was relevant to operators of R44 helicopters in the agricultural role.
- In May 2006 the Civil Aviation Safety Authority of Australia had issued Airworthiness Bulletin AWB 02-015 Helicopter – Effects of Fatigue on Life Limited Components. The purpose of the bulletin was to “advise operators and maintenance organisations that the fatigue life of life-limited components may be adversely affected, or the safety margin reduced, depending on the operation and type of loading history that the components experience during its service life” (see Appendix 6).
- One of the recommendations in the bulletin was that operators of aircraft engaged in agricultural flying, cattle mustering, or operations with more than four rotor full stops per flight hour consult the manufacturers and give full details of all operations for possible component life-limit revisions.
Analysis Tātaritanga
Introduction
- Main rotor blade failures are rare, but can be catastrophic. In this case the failure occurred at low level and near a suitable landing site, which enabled the pilot to land safely.
- Causes of rotor blade failure have included improper maintenance or material or manufacturing defects, although overloading and high stress and vibrations have also led to fatigue cracking. This failure was a type that had not occurred before and the failed blade had logged only 847 hours in service, well below the 2,200-hour service life.
- This analysis describes the metallurgical tests performed on the failed blade, and examines the nature of agricultural flying. The cause of the failure was not determined conclusively, but the incident underlined the potential for intensive agricultural operations to contribute to component fatigue.
- The fitting of a spray system to the R44 was a major modification that changed the usage of the helicopter and subjected it to flight stresses that had not been envisaged by the helicopter manufacturer. The analysis discusses this safety issue. Aircraft design organisations did not have to consider whether proposed major modifications to an aircraft would significantly alter the use of the aircraft or adversely affect the service life of any component.
- The analysis also discusses operators and pilots not always knowing and adhering to the published limitations for their aircraft, an issue that has been raised in a previous Commission report.
Metallurgical inspections and examinations
- Three independent metallurgical inspections and examinations were undertaken for this inquiry:
- The cracked main rotor blade and its paired blade were inspected at the Robinson factory with representatives of the NTSB and FAA present. Both blades were later examined in the NTSB materials laboratory. This is discussed further in paragraph 4.2.2.
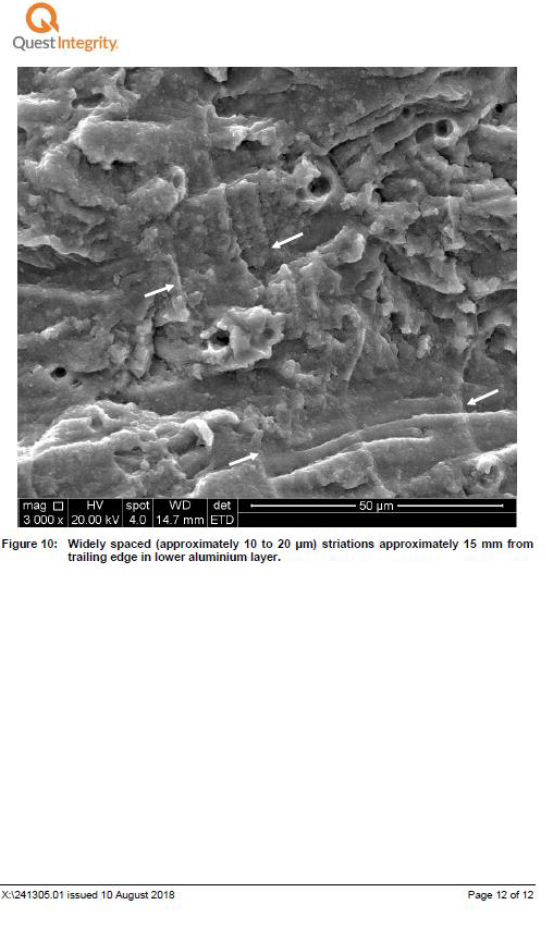
- The section of cracked blade and the matching portion of its paired blade were examined by an expert metallurgist at Quest Integrity NZL Limited (Quest) (the Quest examination was undertaken three years after that by the NTSB). This is discussed further in paragraph 4.2.6.
- New Zealand Defence Force experts used X-ray and other non-destructive inspection methods to look for evidence of fatigue on a set of time-expired main rotor blades taken from another R44 that had been used almost exclusively on agricultural operations. Within the limits of the inspection techniques employed, no defects were identified.
NTSB examination
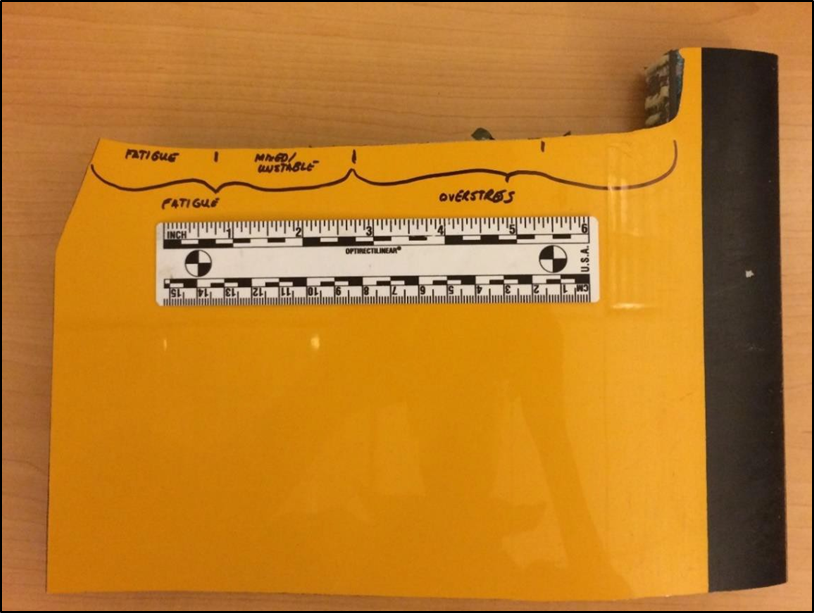
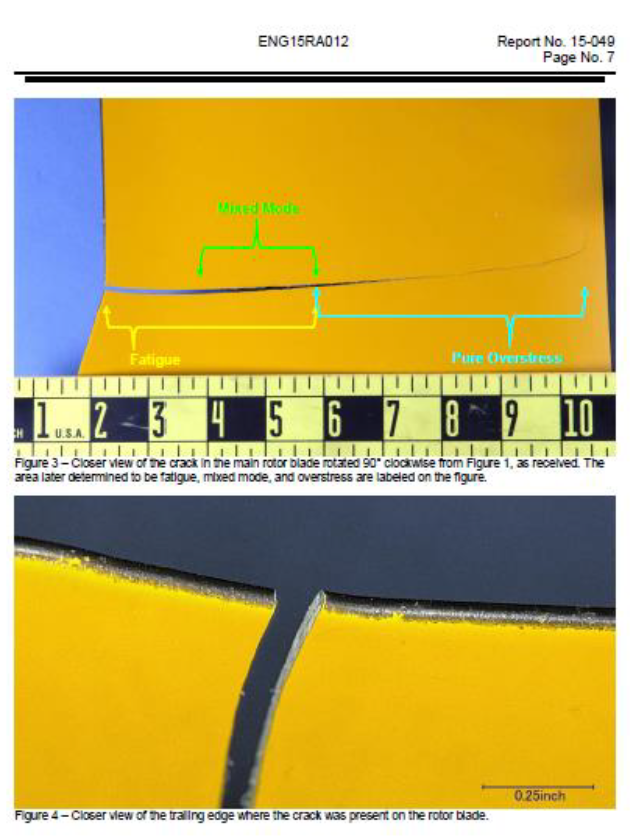
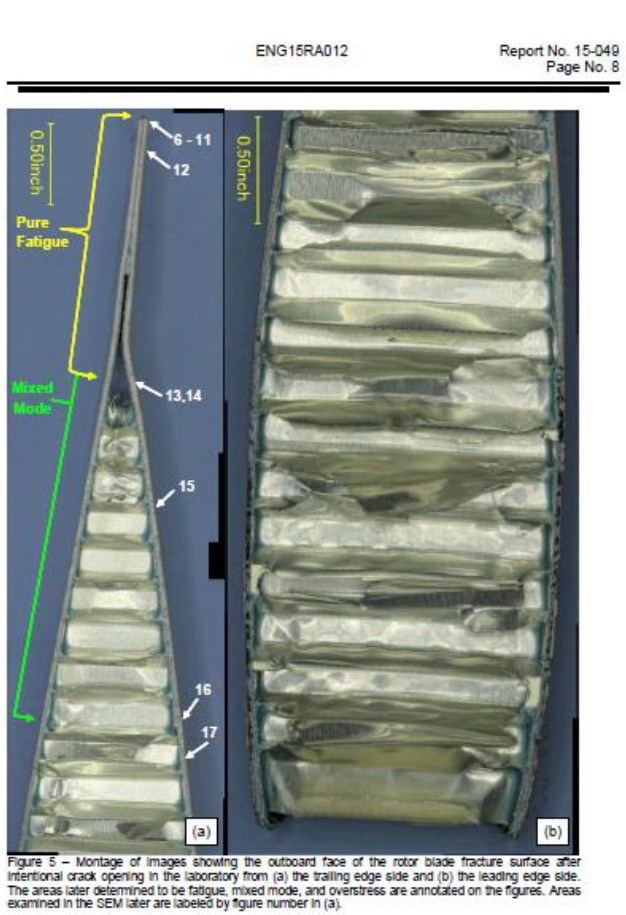
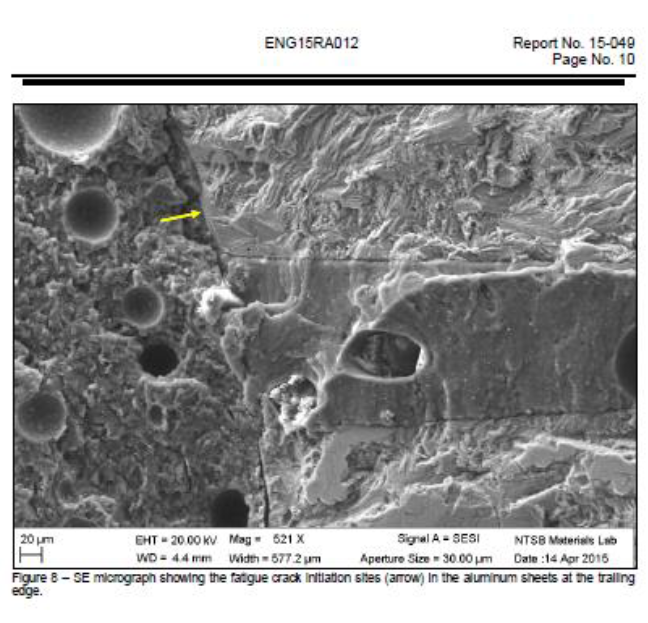
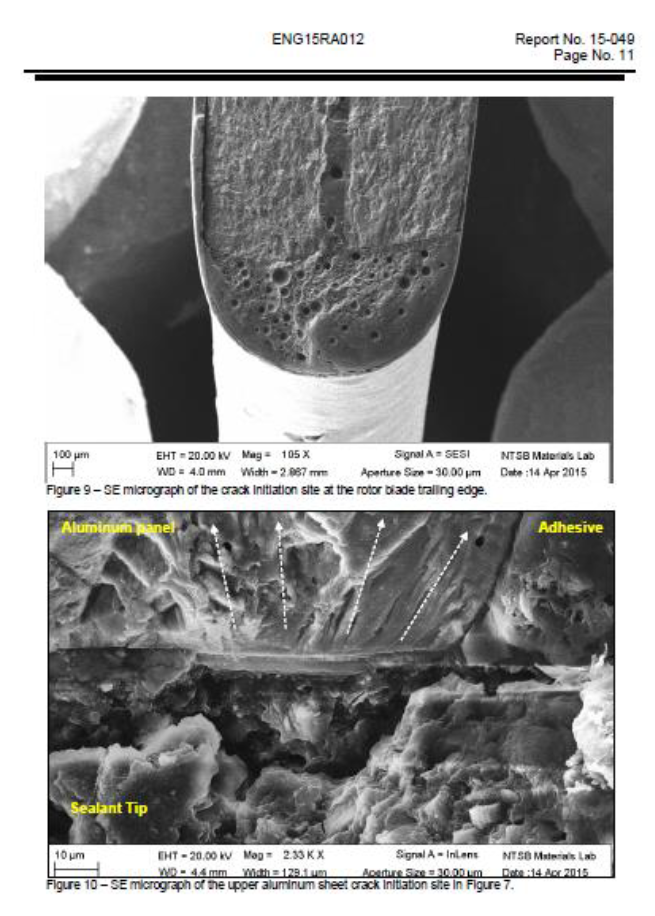
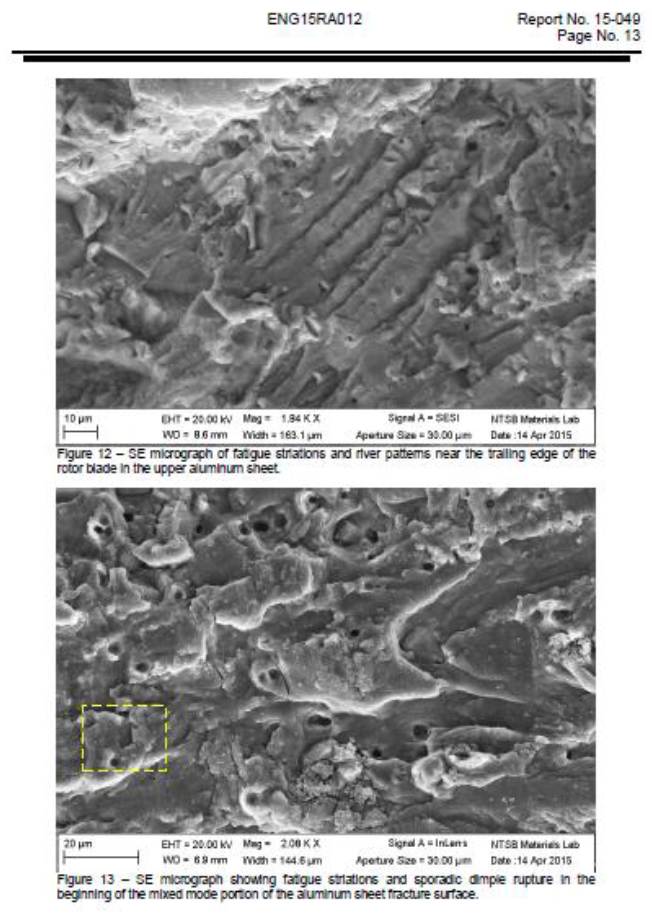
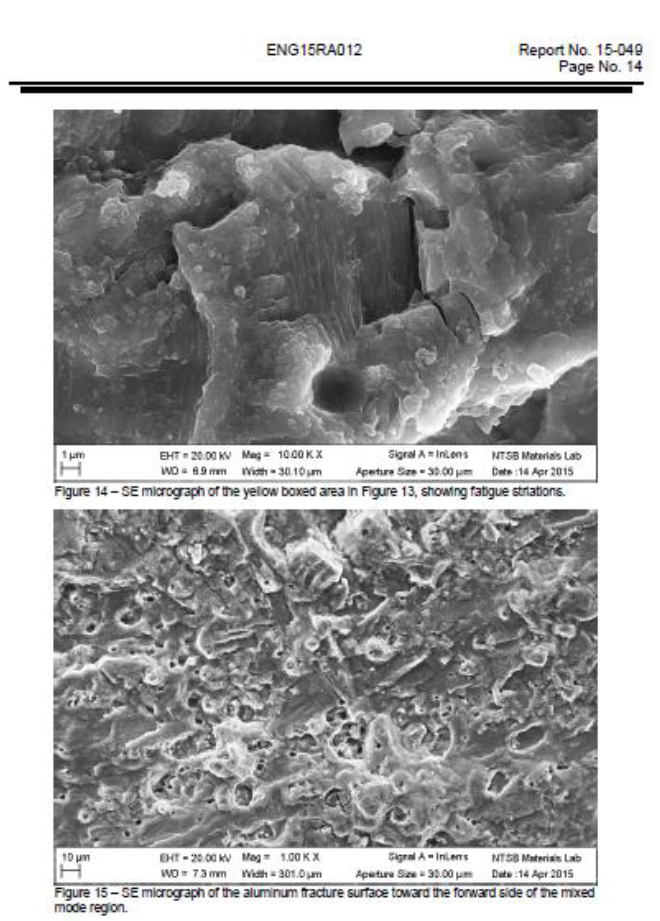
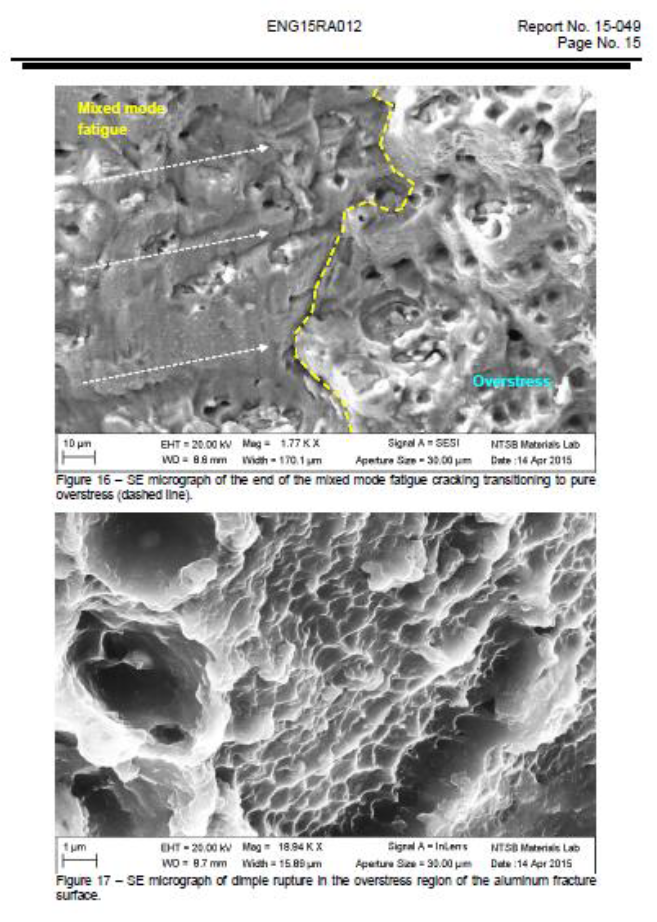
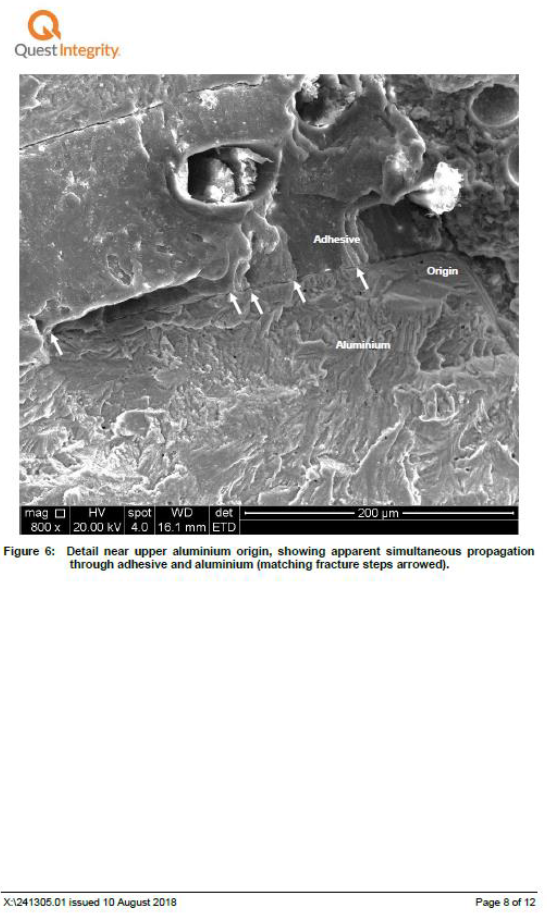
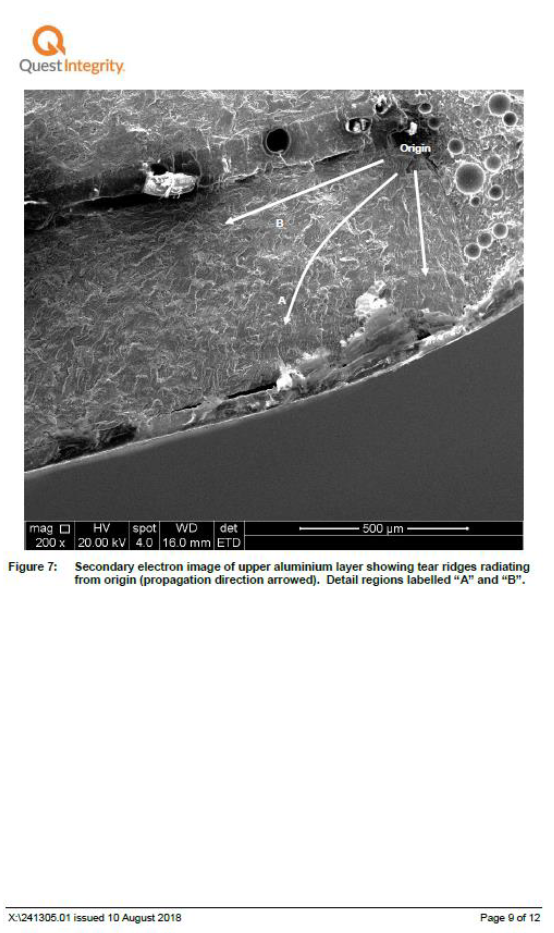
- The NTSB laboratory examination report is included in Appendix 1. The examination determined that the cracks contained features consistent with fatigue failure, and that their origin was likely to have been at the trailing edge where the upper and lower skins were bonded (see Figure 8). The portion of the fracture surface consistent with fatigue cracking was 3.65″ (9.3 centimetres) in length and exhibited features typical of progressive crack growth. The remainder of the fracture exhibited mixed-mode (a combination of overstress and fatigue) cracking, then a pure overstress failure (see Figure 9).
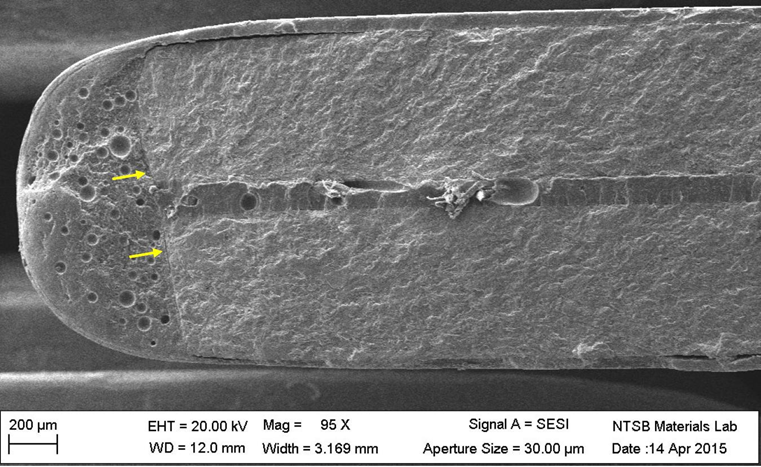
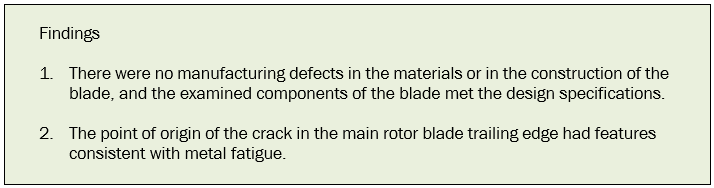
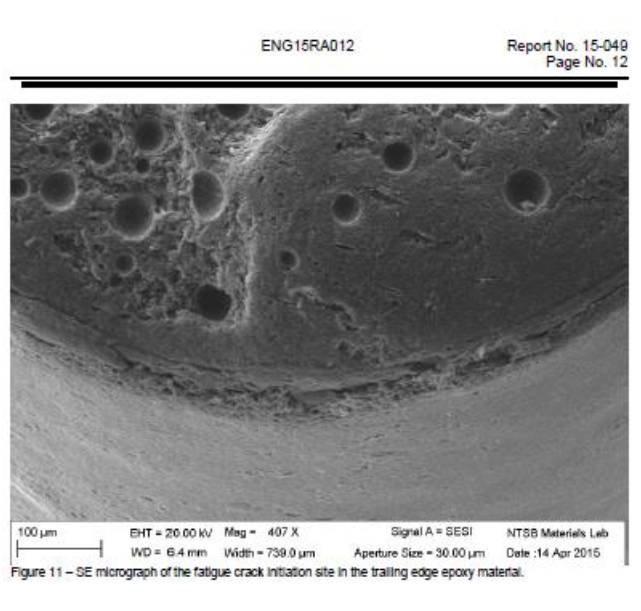
- The NTSB examination report concluded that there were no manufacturing defects in the materials or in the construction of the blade, with all components of the blade meeting the design specifications. The materials experts from the NTSB also stated that the crack may have started in the epoxy sealant that coated the trailing edge, and that it could have spread into the aluminium skin from there. The epoxy sealant was not intended to be a structural or load-bearing component of the blade and was designed to flex with it. However, if the blade flexed significantly in service under cyclic loads, it is possible that the epoxy cracked first, creating a further stress concentration at that location.
- The NTSB also visually inspected the paired blade in the vicinity of the chord transition and found “no indication of cracks, dents, or other damage. No anomalies were seen in the underlying sealant or aluminium skins”.
Independent New Zealand examination
-
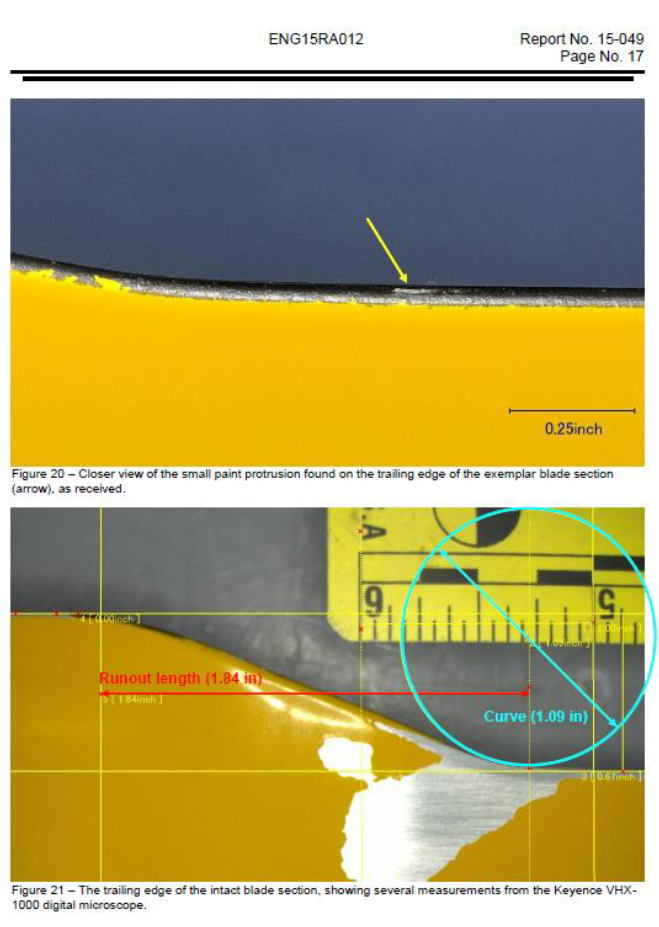
The Quest examination report is included in Appendix 2. The fracture section (which had been prepared for the earlier NTSB examination) was examined with a scanning electron microscope. The report commented:
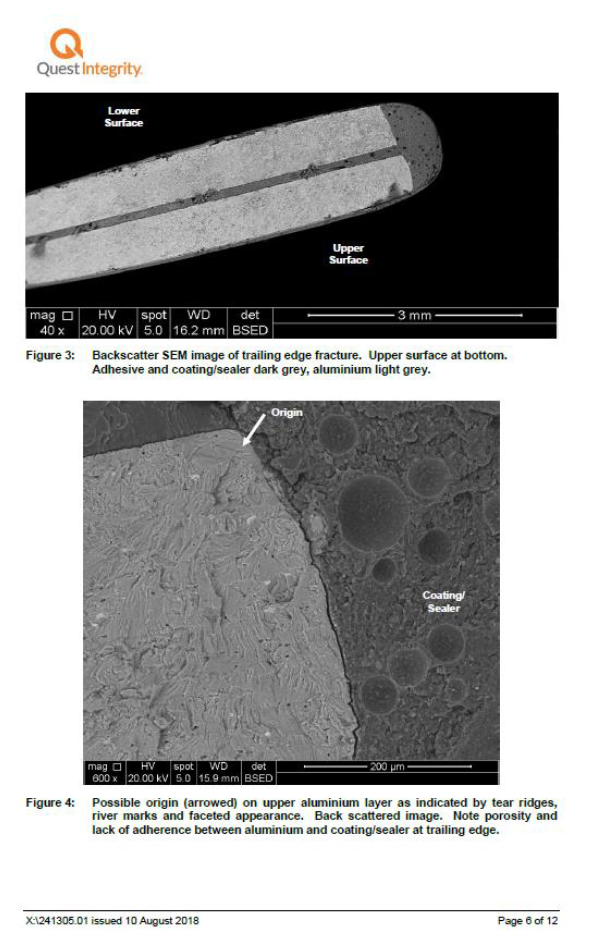
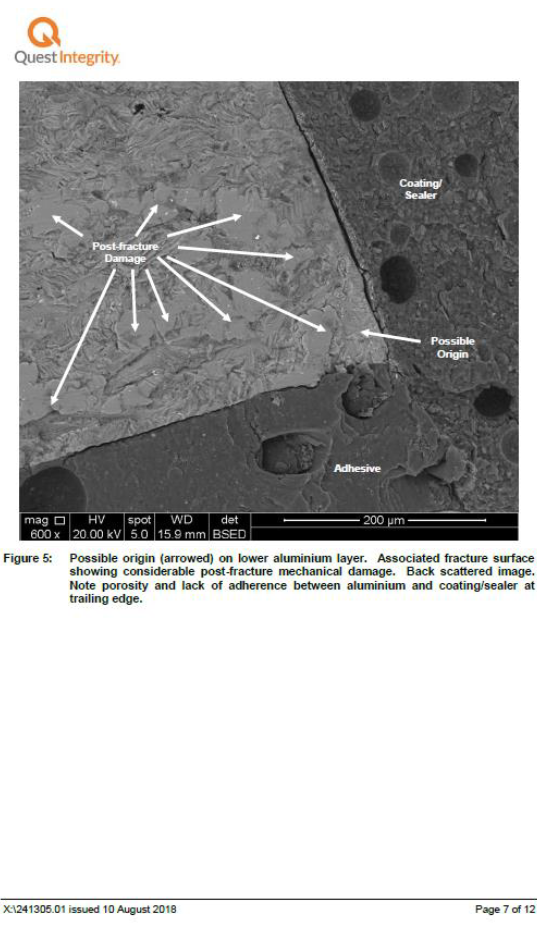
The location of the origin, at the inner corner at the trailing edge of the aluminium layers does strongly suggest that part of the loading is due to bending or flexing around the minor axis of the blade section. It is understood that the nominal loading at this point is a combination of centrifugal loading from rotation, and bending/flexing around the major axis of the blade cross section due to aerodynamic loading. The additional bending load required to initiate a crack at the apparent location may be due to a particular vibrational mode in the blade, excited by other loads applied to the blade.
The absence of any visible defects at the crack origins strongly suggests that the fatigue crack was caused by an applied load in excess of the capacity of the blade to meet the designed/designated fatigue life. The applied load would be a combination of varying centrifugal, aerodynamic and possibly vibrational stresses, resulting in the initiation and propagation of a fatigue crack at a critical location on the blade trailing edge (the stress concentration formed by the trailing edge transition).
-
Quest also inspected the paired blade from the helicopter for any sign of cracking or overstress in the area of the chord transition. As sectioning of the area was not feasible, Quest could only remove all coatings from the chord transition area and remove shallow surface defects before making a visual examination. Quest reported that “no defects or discontinuities were seen in the aluminium layers at the transition radius where the crack in the other blade had initiated.” Quest further commented:
Although both blades would have seen similar aerodynamic and mechanical loads in service, the absence of a fatigue crack in one blade does suggest a quantifiable difference between the two blades. This may be [due to] one or more of the following:
- marginally stronger material, adhesive or fabrication resulted in a greater margin against fatigue crack initiation
- slight variations in fabrication and/or installation in the blade assembly resulted in a marginally different vibration response from the same loading, compared to the fractured blade, resulting in a slightly lower cyclic load, and hence no crack initiation or propagation at the time of removal from service.
Operational factors considered
Overloading
- Rotor blade failures that are caused by flying overweight, or excessive main rotor revolutions per minute (RPM) (a high rotor RPM increases the centrifugal force on the blade, which is also a function of the weight of the blade, so the stress will be higher towards the blade root where it is attached to the hub), typically involve cracks located closer to the blade root (where the main rotor blade is attached to the main rotor head at the top of the mast) where bending and centrifugal forces are at their highest. However, this failure occurred at a different location, closer to the tip of the blade where the chord length transitions and twisting forces are greater.
- A comparison of the operational statistical returns (agricultural operators are required to submit three-monthly returns to the CAA that contain the number of hours flown, the number of loads carried, the amount of product applied in tonnes or litres and the area covered in hectares) for the operator with those of other operators that used R44s for spraying did not indicate that the maximum all-up weight had been exceeded in service. The average load for the incident helicopter while on agricultural operations was consistent with the industry average in New Zealand.
Power settings
- The chief pilot stated that their pilots used the maximum allowable power for take-off. The maximum allowable take-off power was determined by adding a fixed increment of 2.8″ Hg to the maximum continuous power permitted for the existing conditions of pressure altitude and outside air temperature. The pilot’s operating handbook contained a table, which was also displayed in the cockpit, that showed the maximum continuous power for different conditions (see Figure 10).
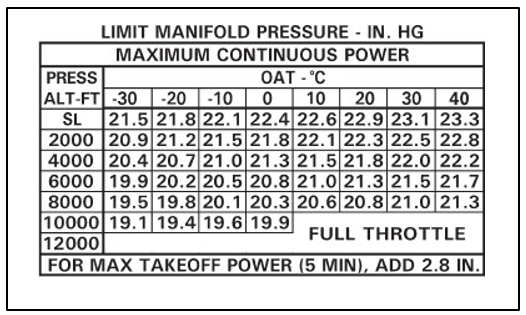
- The absolute maximum (‘red line’) power of 26.1″ Hg applied only when the outside air temperature was 40 degrees Celsius (°C) (at sea level (from Figure 10: 23.3″ Hg plus 2.8″ Hg). The operator was based in the lower South Island where temperatures were relatively low, and would almost certainly never have flown under those conditions. They would have been more likely to fly in temperatures between 0°C and 20°C at altitudes between sea level and 2,000 feet. Under those conditions, the maximum take-off power would have been between 24.6″ Hg and 25.7″ Hg. At interview, neither pilot could state the red line value. The pilots’ statements about using maximum allowable power without having a correct awareness of the red line value or allowing for the ambient conditions suggested that they would likely have inadvertently exceeded at times the pilot’s operating handbook limit for maximum take-off power.
- The chief pilot said they operated the aircraft up to the limit, but not all the time, and not over the limit. The chief pilot said during the first interview that the power required during take-off was 23-24″ Hg, and up to 26″ Hg on occasions. The power was then reduced to about 20″ Hg for the spray runs. The maximum continuous power setting was 23.3″ Hg. Therefore, it is very likely that the engine was inadvertently run at high power settings at times while the helicopter was spraying.
- Although Robinson had set limits on the engine manifold pressure and the engine had been ‘derated’ (the Lycoming IO-540 was originally used in fixed-wing aircraft and produced 300 horsepower at take-off, whereas in the R44 the power was limited to about 245 horsepower) from its maximum power output, it was possible for pilots to demand more engine power than the helicopter’s dynamic components were designed to absorb. It was therefore possible to overstress the helicopter by exceeding the power limit for the ambient conditions.
-
The integrity of components will be compromised if they are subjected to excessive stress. A single instance of over-stress may be sufficient to cause damage. The accumulation of fatigue can be rapid and reach the point of failure before early detection is possible. Robinson Safety Notice SN-37 (see Appendix 5), which is included in the pilot’s operating handbook of every Robinson helicopter, highlighted the detrimental effects of excessive loading and engine power settings on the service life of dynamic components.
The stresses were just below the level where they would contribute to fatigue damage. It is likely therefore that if the helicopter exceeded the maximum gross weight and/or the turns were performed more aggressively the loads would be damaging.
- According to industry feedback, some of the turn techniques used by the operator were not widely used during spraying operations, and were not taught during basic agricultural flight training. A characteristic of these types of turn is that the helicopter reverses the direction in which it is heading while it has zero airspeed. If the turn is initiated earlier while the helicopter is still climbing, the heading of the helicopter during the latter part of the climb is not aligned with the flight path.
-
During this type of turn the helicopter changes from flying forwards to flying sideways, and possibly to flying backwards if the turn is initiated early enough. The helicopter must then translate to flying forward again. Consequently the turn can take place for the most part in ‘transitional flight’. According to a technical report that studied helicopter loads, fatigue and design, published by the Australian Department of Defence’s Defence Science and Technology Organisation’s Aeronautical Research Laboratory in 1993:
‘Transitional flight’ generates the highest vibratory stresses. When comparing to a ‘transport mission’, ‘crop spraying’ gives approximately the same rotor blade fatigue life, unless prolonged ‘transitional flight’ is included in the spectrum, in which case the fatigue life becomes less than half the life of the transport mission. The main rotor blades respond to transient loading by flapping, leading, lagging and twisting.
- For a considerable period during such a turn there is reduced translational lift (the additional lift generated by the rotor system once the helicopter’s airspeed increases beyond a certain point (normally about 15 knots). as the helicopter airspeed reduces and the direction of the flight path is reversed. This type of turn differs from a conventional ‘teardrop turn’ where airspeed and therefore translational lift are conserved.
-
In regard to the consequences of this type of manoeuvring, Robinson stated:
Since the relationship between loads and fatigue is exponential it is possible that operation consistently over maximum gross weight or excessively aggressive turns could cause an order of magnitude reduction (a reduction by a factor of 10) in fatigue life.
- Robinson advised that the dominant variable in main rotor blade fatigue damage is blade angle of attack, which results in large variations in chord-wise bending loads. At the maximum all-up weight, pulling out of an aggressive turn requires significant increases in blade pitch angles (angles of attack) and engine power, along with an increase in gravity loading. The effect of increased aerodynamic forces and the loading of the blades during aggressive agricultural manoeuvres is the likely mechanism for the metal fatigue accumulation resulting in a significant fatigue penalty.
Exceeding aircraft limits
- The operator’s pilots had inadvertently used engine power settings that were likely, at times, to have been above the maximum allowable for the ambient conditions.
- The Commission noted in a previous inquiry report (report AO-2014-005, Eurocopter AS350-B2, ZK-HYO, collision with terrain, Mount Alta, 16 August 2014) that New Zealand’s helicopter accident rate was higher than that of other aviation sectors, and that there had been public criticism of how helicopters were operated in New Zealand, including a culture of operating outside the manufacturers’ published and placarded ‘never exceed’ limitations. It noted that there was a possibility that such a culture had become normalised. The core safety issue would therefore lie within the wider helicopter sector, with flow-on effects to individual operators’ safety systems.
- In the previous inquiry report, the Commission did not make a recommendation because it was aware that the CAA was reviewing the ‘sector risk profile’ of commercial helicopter and small aeroplane operations, and had already recommended that the Director of Civil Aviation include the safety issue of helicopter operational culture in that review.
Fatigue and cycle calculations during certification
- Aircraft components are subject to a wide variety of mechanical and environmental stresses, and are particularly susceptible to accumulated fatigue. The continued safe operation of aircraft requires manufacturers to determine the expected lives of critical components. With that knowledge, appropriate inspection and replacement schedules can be implemented to ensure that components are replaced well before they are likely to fail in service.
- Robinson specified that one engine and rotor ‘stop-start’ (one cycle is taken from the rotors starting to rotate until they stop rotating after engine shut-down) was equivalent to one ‘fatigue cycle’ on the blade. This definition was used in its calculations to forecast component reliability, determine fatigue life and publish service life limits. Robinson advised that during the assessment of fatigue during main rotor blade design and certification, a rate of six stop-start cycles per flight hour was assumed. That cycle rate was combined with the in-flight fatigue spectrum and the stress-cycle curve for the blade to produce the blade’s fatigue life of 4,000 hours (24,000 cycles). After applying a safety margin, 2,200 hours (13,200 cycles) was specified for the main rotor blade service life.
- Figures provided by the operator showed that the helicopter flew an average of 12.5 product loads per hour during spraying, and about 15 turns between spray runs were conducted during the application of each load. Robinson submitted that the fatigue damage depended on the magnitude of the stress cycle, and that the damage associated with an aggressive turn was significantly less than that associated with a ground-air-ground cycle. However, stress cycles are accumulated more quickly during agricultural flying than they are during a ‘standard’ flight profile.
- The type of flight operation performed affects the fatigue lives of helicopter components. A Civil Aviation Safety Authority of Australia bulletin (airworthiness bulletin (AWB 02-015)) (see Appendix 6) described how component fatigue life may be affected by:
- operation of helicopters in agricultural operations where high loads may be encountered more frequently than envisaged by the manufacturer
- operations where there are a high number of landings and take-offs per hour
- frequent operations at or near maximum all up weight.
- The bulletin also stated that fatigue damage is accelerated when the cyclic loads on a component are of greater magnitude and frequency than envisaged during the design of the component. The standard flight profiles used by Robinson to determine the fatigue spectrum for the R44 blades did not include the types of manoeuvre or number of cycles associated with agricultural flying. Therefore Robinson’s fatigue-life calculations and safe-life limits for components used in standard flight operations were unlikely to be valid for helicopters routinely used for agricultural operations.
- After the incident Robinson recalculated the fatigue life of R44 main rotor blades used in agricultural operations, using an increased stop-start cycle rate of 10 per hour. The fatigue life reduced from 4,000 hours to 3,400 hours. However, Robinson determined that the safe life of 2,200 hours would not need to be reduced because an adequate safety margin still remained.
- In contrast, the engine manufacturer had previously recognised that agricultural flying results in greater stresses in components, and had reduced the time between overhaul for engines used in aircraft performing that role. The standard engine fitted to an R44 normally has an overhaul period of 2,000 hours. However, if the helicopter is used for agricultural flying this is reduced to 1,500 hours. This limitation was introduced by the engine manufacturer because of the increased stresses during high power settings at heavier weights, and the associated reduction in the expected service lives of the engine’s components.
- The Quest examination of the fractured blade found evidence of high cycle fatigue. Small differences in material properties result in a variation in fatigue life between samples/objects that experience the same loading conditions. That is likely the reason for one blade failing before there was any indication of fatigue damage in the other blade.
Design factors
- During the course of the inquiry, it was suggested to the Commission that the main rotor blade crack was the result of a failure in main rotor blade design. It was submitted that the presence of a design flaw was supported by Robinson subsequently modifying the main rotor blade to reduce the stress concentration around the chord transition, where this failure occurred.
- This incident is the only recorded case of fatigue cracking in the chord length transition radius of a C016-7 main rotor blade. The fracture of the blade at the chord transition indicated that in-service stresses at the chord transition were higher than Robinson had anticipated. The critical stress location on the main rotor blade had shifted from being near the blade root, where it had been on earlier versions of the blade. However, Robinson advised that under design operating conditions the shift would not have been an issue, because even allowing for the additional stress of intensive agricultural operations, Robinson had calculated that there was still an adequate margin above the 2,200 hours’ stated service life.
- The ‘Revision AG’ blade incorporated a move of the chord length transition inboard of the stainless steel doubler termination. Robinson advised that this change was to provide a strength margin in case of corrosion or damage at or near the transition radius (see Figure 6).
- The design change Robinson made as a result has improved the blade’s safety margin for fatigue resistance. FAA AD 2016-26-04 and CAA AD DCA/R44/32C have mandated the field service modification specified in Safety Bulletin SB-89, which is an interim measure until the blades are replaced. Although the full benefits of the design improvements can only be achieved by replacement with ‘Revision AG’ blades, Robinson advised that SB-89 restores the calculated fatigue life for early revision blades to that of the new ‘Revision AG’ blade.
- Therefore, the Commission does not consider that the fatigue cracking was the result of a design ‘flaw’. If it had been, there would have been more recorded cases of fatigue cracking in the many other blades in service, many of which had significantly more accumulated hours in service than those fitted to the incident helicopter.
- It is considered that the higher-than-normal stresses imparted on the blades during agricultural operations are likely to have culminated in a fatigue crack developing in the area of the blade most susceptible to those types of stressor. The modification of the blade design by Robinson was to increase the design margin in case trailing-edge damage occurred to the blade, or the particular helicopter operations exceeded the number of cycles and the nature of stresses envisaged when designing the life cycles of components.
Major aircraft modifications and role changes
Safety issue: Aircraft design organisations did not have to consider whether proposed major modifications to an aircraft would significantly alter the use of the aircraft or adversely affect the service life of any component.
- The installation of spray equipment on the helicopter was a major modification that had been approved by a design organisation certificated under CAR Part 146 Aircraft Design Organisations – Certification. An aircraft design organisation holds a delegation from the CAA to approve design changes and aircraft modifications. CAR Part 21 Certification of Products and Parts requires all designs and design changes to be approved by the Director of Civil Aviation, but the Civil Aviation Act 1990 allows this to be delegated to other acceptable persons. CAR Part 146 provides details of the requirements for acceptable persons and the certification and operating procedures for design organisations.
- Under CAR Part 146, an aircraft design organisation shall ensure that its designs and design changes have no “unsafe features”, and shall establish procedures to:
- test and inspect specimens to [of] the type design to show compliance with airworthiness design standards: and
- produce, check, and control reports showing compliance with airworthiness design standards, including stress analysis and flight test reports.
- Although the requirements for stress analysis and flight testing applied to the components of the modification itself, there was no requirement under CAR Part 146 for a stress analysis or fatigue assessment of the aircraft with the modification installed. Such an assessment would have helped to determine whether the installation of spray equipment on a helicopter, and the subsequent use of the helicopter for spraying, affected the fatigue life of the components of a helicopter that had not been originally certified with agricultural flying in mind.
- An aircraft with a modification installed would normally be flight tested to determine whether there is any change in the aircraft’s flight characteristics or performance, but in-flight stresses on aircraft components are not normally measured. For a full stress analysis of an aircraft with an installed spray modification, the aircraft would have to be fitted with strain gauges and flown as it would be in service.
- Robinson had not designed the R44 for agricultural flying and therefore the helicopter and its components had not been tested or certified with that use in mind. Had the increased stresses and cycles involved with agricultural flying been allowed for during certification, a shorter service life may have been applied to critical dynamic components such as the main rotor blades, if used in that role.
- Had the aircraft design organisation assessed the loads and cycles to which the modified helicopter would be subjected in the agricultural role, and been able to compare these with the original data from the manufacturer, the increased stresses would likely have been identified. However, Robinson submitted that manufacturers would be reluctant to release proprietary data like that to other parties, primarily for legal considerations. In any event, in this case Robinson calculated that the increased stresses did not warrant a shortening of the main rotor blade life.
- Robinson had not been consulted during the development of any spray equipment for the R44, and had had no input to the design process or testing and certification stages of such equipment. There was no requirement for a design organisation to consult the aircraft manufacturer when developing a major modification for use in a specialist or unique role for which the aircraft was not originally designed.
- National aviation authorities, like the CAA, that issue type certificates or type acceptance certificates appear to be best placed to obtain the co-operation of aircraft manufacturers in assessing the effects of a proposed modification on continuing airworthiness. Therefore the Commission recommended to the Director of Civil Aviation that they consult the original equipment manufacturer when considering a modification or supplemental type certificate that, if approved, could result in an aircraft being used in a way that was significantly different from that which the manufacturer originally modelled and used as the basis for determining component fatigue life and the aircraft maintenance programme.
Appendix 1. NTSB Materials Laboratory report
Appendix 2. Quest Integrity NZL metallurgical examination report
Appendix 3. R44 Safety Alert
![]()
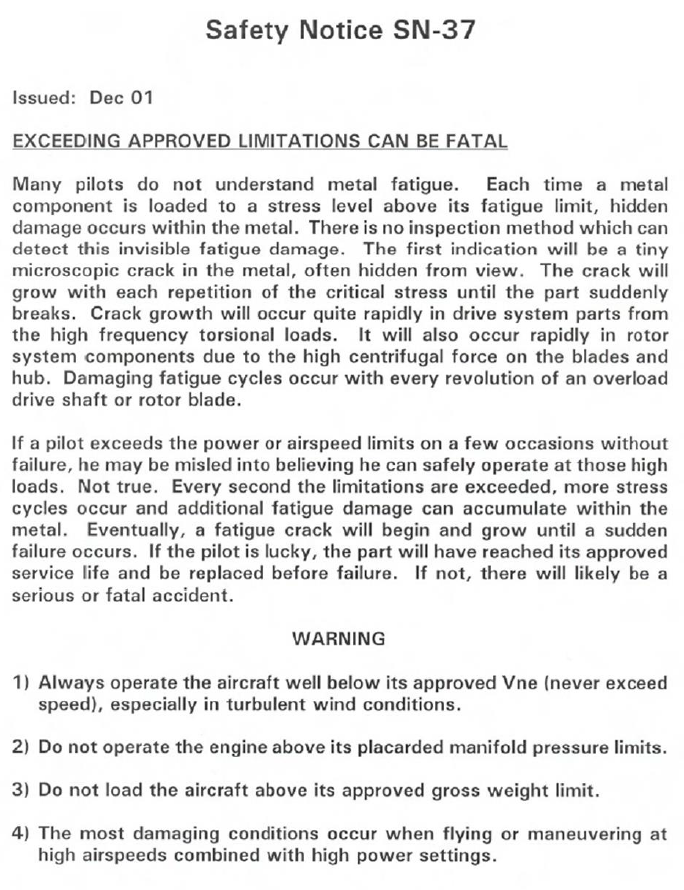
Appendix 4. Robinson Service Bulletin SB-89
![]()
Appendix 5. Robinson Helicopter Company Safety Notice SN-37
Appendix 6. Civil Aviation Safety Authority AWB 02-015